Adhesives is used to join the medium to the single facer and double facer line. Corrugating adhesives and the equipment used to prepare them have evolved from simple low solids mixtures such as fully cooked wheat flour pastes to cornstarch based, High solids adhesives prepared in fully automatic mixers. In between the two are various equipment and formulas used by most corrugated corrugating plant in the world. Regardless of the formulation or mixing equipment, a corrugating adhesive must:
Be cost effective
Be easy to prepare and capable of being pumped to the corrugator and back to storage
Be adaptable to certain customer needs such as water resistance
Create a bond between the liner and medium that stranger then fiber to fiber bond in each sheet
Components Of A typical corrugating Adhesive
Four main components make a typical corrugating adhesive:
Water
Starch
Caustic
Borax
While other components such as water resistant resins and preservatives are sometime used, the main components create an adhesive to bond well and cure on the corrugator. Each component imparts certain characteristics to the adhesive that are important to the process.
Corrugating Adhesive components %
Water 70-80
Caustic Soda <1
Borax <1
Raw Starch 14-22
Preservative <1
Terms
Gel Point (Gelatinization Temperature):- The gel point of a adhesive is the temperature at which raw starch granules begin to absorb water and form a gel. The natural gel point of raw starch is in the range of 160-170F. The gel point is lowered by the addition of caustic soda. The shortens the time from application to gelling. A practical range for adhesive gelatinization temperature is 140 F – 147 F.
Percent Solids:-
Percent solids is the total starch weight divided by the total weight of the batch. Addition of more starch to the raw starch slurry will increase the solids content of the adhesive. Increasing the raw starch solids provides benefits at the corrugator. With high solid formulas less water is added to the combined board at a given consumption.
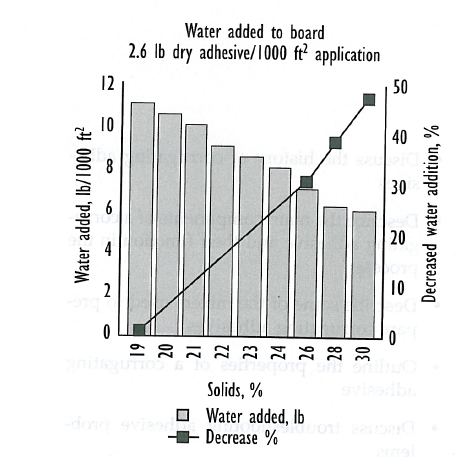
A higher solid means less heat energy is required for water removal and bond curing. The end results of adding less water are the possibilities of running faster and reducing the potential warp. Many corrugating plants use adhesives with 23-25% solids. Formulas in the 26-30% are common.
Shear Sensitivity
Starch is thixotropic ny nature. This means its viscosity decreases with time at a constant rate of shear causing the starch to become thinner when a shearing forced is applied. This reduction is viscosity is due to a temporary breaking down of an internal structure of the system under shear.
Shelf Life
Shelf life refers to how long an adhesive can be stored before it begins to break down and lose its effectiveness. Water resistant adhesive has a definite shelf life. Within 8h after water resistant resin has been added to a starch based adhesive, Its ability to crosslink the starch is sharply reduced. A different type of shelf life relates to problem with microbes such as bacteria, mold or yeast. If an adhesive system has a microbe problem, any adhesive atored for a long period is subject to viscosity breakdown. System with no temperature viscosity controller (TVC) also may experience set back or thickening of adhesive stored over the weekend.
Slurry
Slurry is a mixture of water and undissolved starch. If the starch is not agitated and kept in suspension, It will settle to the bottom of the mixture.
Soluble
A materials that is soluble can dissolved. Starch that has been solubilized in water will not settle.
TVC
TVC is the temperature viscosity controller
Viscosity
Viscosity is probably the most important property of corrugating adhesive. It is a measure of resistance of flow. For corrugating adhesive, it is the time needed for a predetermined amount of adhesive to pass through an orifice of a given size. Viscosity of corrugating adhesive is measured in second using either Stein Hall cup or a Love cup with a stopwatch.
Bonding Theory
Whether considering the single or double face bond, the basic mechanism of adhesion or bonding is the same. Any differences are in the mechanics involved in each type of bond. The greatest difference is the time available to create the bond. At the single facer the time available to transfer the green bond is as little as 2 milliseconds. At a similar speed the double facer may have 3 s for energy transfer to the glue line.
The basic sequence of the events is similar in either case. To varying degrees and by different means, the adhesive must go through these stages for bonding:
Application: The adhesive is applied to flite tip. At the single facer, the medium is transported by the corrugating roll into a film of glue being supplied by the applicator roll. Through physical contact and capillary action, a bead of adhesive applied to the tip. At the glue machine, flute tip are bought in contact with the glue film by rider roll or other device.
Pre-adhesion dynamics: The adhesive wets the surface of the medium. The aqueous adhesive with water and carrier starch absorbs in to the medium. Specific adhesion occurs between the starch and cellulose in the paper.
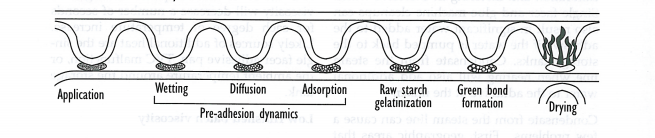
Raw starch gelatinization: The raw starch in the adhesive begins to gelatinize and cause a rapid increase in viscosity.
Green Bond Formation: Sufficient water has been removed from the carrier starch so its cohesion is greater than the fiber to fiber bonds. The cohesion is sufficient to hold the bond together until full cure.
Drying of the adhesive; Heat from the liner and medium transfer to the glue line and aids dehydration. Water also diffuses from the glue line into the glue line constitutes curing of the final bond.
At the single facer, high pressure applied to the glue line cause the adhesive to penetrate into the liner. The pressure also increase the rate of heat transfer from the corrugating roll and pressure roll to the glue line. Much adhesive ends goes to the shoulder of the flute. This gives the glue line its characteristic “railroad track” appearance.
At the double facer, only enough pressure is exerted to maintain contact with the steam chest while not crushing the flutes. During the three or more second of steam chests, the adhesive has more time for pre adhesion dynamics, heat transfer and green bond development. It is complete drying of the glue line that cures the final bond.
To summarize the bonding mechanism:
The carrier starch wets and penetrates the medium and liner to form a bond
Temperature in the bonding zone rise above the gel point of the slurry starch.
Raw starch begins the solution by drawing water from the carrier starch.
The carrier starch begin to stick to itself (setback) and to the paper fiber as it lose water.
The slurry starch gels, become viscous, and stops penetrating into the paper stops.
Setback occurs within the adhesive that leads to fiber bonding.
Heat from steam chests removes water and dries the paper that cures the bond.